锻压机床是金属和机械热加工所用的设备,它主要是改变加工件的外部形状。作为一个机床比较重要的一类成员,锻压机床包含的种类比较多,每种设备的名称和用途也各不相同。今天咱们就来浅聊一下
锻压机床的分类和选型。
锻压机床分类:辊锻式锻压机床、机械压力式锻压机床、挤压式锻压机床、螺旋式锻压机床。
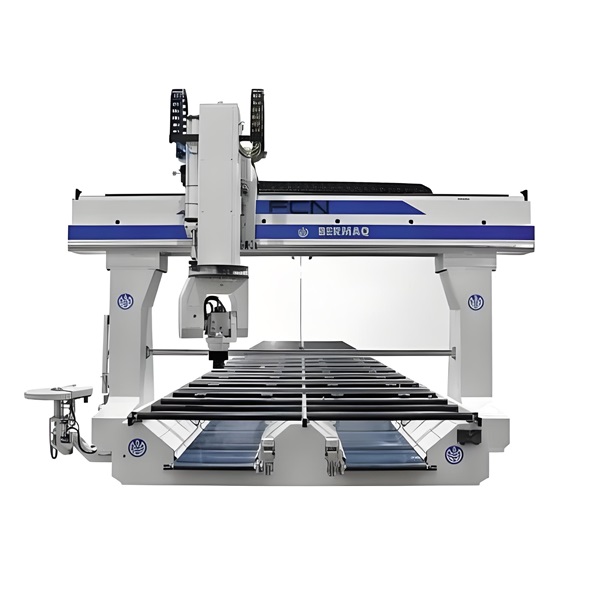
辊锻式锻压机床属坯料在两个相对旋转的扇形模中通过而产生塑性变形形成工件的锻造方法。它是成形轧制(纵轧)的一种特殊形式。辊锻可用于生产连杆、麻花钻头、扳手、道钉、锄、镐和透平叶片。辊锻工艺利用轧制成形原理逐步地使毛坯变形,与普通模锻相比,具有设备结构较简单、生产平稳、振动和噪音小,便于实现自动化、生产效率高等优点。辊锻分为制坯辊锻和成形辊锻两类。制坯辊锻是为模锻准备所需形状尺寸的毛坯;成形辊锻能直接制出符合形状尺寸要求的锻件。
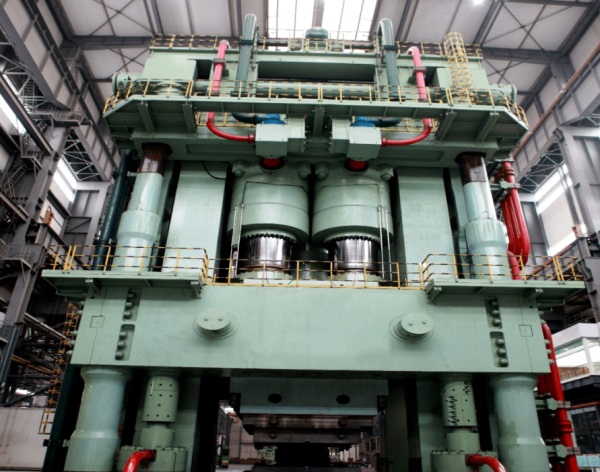
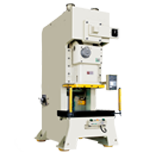
机械压力锻压机床通过曲柄滑块机构将电动机的旋转运动转换为滑块的直线往复运动,对坯料进行成形加工的锻压机械。机械压力机动作平稳,工作可靠,广泛用于冲压、挤压、模锻和粉末冶金等工艺。机械压力机在数量上约占各类锻压机械总数的一半以上。机械压力机的规格用公称工作力(千牛)表示,它是以滑块运动到距行程的下止点约10~15毫米处(或从下止点算起曲柄转角约为15°~30°时)为计算基点设计的最大工作力。
热挤压锻压机床广泛用于生产铝、铜等有色金属的管材和型材等,属于冶金工业范围。钢的热挤压既用以生产特殊的管材和型材,也用以生产难以用冷挤压或温挤压成形的实心和孔心(通孔或不通孔)的碳钢和合金钢零件,如具有粗大头部的杆件、炮筒、容器等。冷挤压锻压机床原来只用于生产铅、锌、锡、铝、铜等的管材、型材,以及牙膏软管(外面包锡的铅)、干电池壳(锌)、弹壳(铜)等制件。冷挤压操作简单,适用于大批量生产的较小制件。
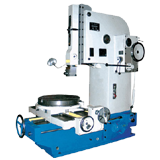
螺旋式锻压机床用螺杆、螺母作为传动机构,并靠螺旋传动将飞轮的正反向回转运动转变为滑块的上下往复运动的锻压机械。螺旋压力机通常由电动机通过摩擦盘带动飞轮轮缘而使飞轮旋转,所以这种压力机又称摩擦压力机,中国最大的摩擦压力机为25兆牛。后来又出现用电机直接驱动飞轮的电动螺旋压力机,它的结构紧凑,传动环节少,由于换向频繁,对控制电器要求较高,并需要特殊电机。

通过规格选择,确定锻压机床规格时要遵循以下原则:
1、压力机的公称压力必须大于冲压工艺力。但对工作行程较长的工序,不仅仅满足工艺力的大小,须同时考虑满足其工作负荷曲线才行。
2、压力机滑块行程应满足制件在高度上能获得所需尺寸,并在冲压工序完成后能顺利地从模具上取出来。
3、压力机行程次数应符合生产率要求。
4、压力机的闭合高度、工作台面尺寸、滑块尺寸、模柄孔尺寸等都要能满足模具的正确安装要求,对于曲柄压力机,模具的闭合高度应在压力机的最大装模高度与最小装模高度间。工作台尺寸一般应大于模具下模座50-70mm(单边),以便安装,垫板孔径应大于制件或废料投影尺寸,以便于漏料模柄尺寸应与模柄孔尺寸相符。