数控
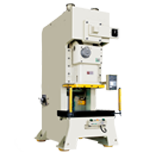
板料折弯机是一种能够对薄板进行折弯的机器,其结构主要包括支架、工作台和夹紧板,工作台置于支架上,工作台由底座和压板构成,底座通过铰链与夹紧板相连,底座由座壳、线圈和盖板组成,线圈置于座壳的凹陷内,凹陷顶部覆有盖板。
它能利用所配备的模具(通用或模具)将冷态下的金属板材折弯成各种几何截面形状的工件,作为一款为冷轧钣金加工设计的板材成型机械,数控板料折弯机广泛应用于汽车、飞机制造、轻工、造船、集装箱、电梯、铁道车辆等行业的板材折弯加工。下面为您介绍一些使用数控板料折弯机的注意事项:
1、严格遵守机床工安全操作规程,按规定穿戴好劳动防护用品
2、启动前须认真检查电机、开关、线路和接地是否正常和牢固,检查设备各操纵部位、按钮是滞在正确位置。

3、检查上下模的重合度和坚固性;检查各定位装置是否符合被加工的要求。
4、在上滑板和各定位轴均未在原点的状态时,运行回原点程序。
5、设备启动后空运转1—2分钟,上滑板满行程运动2—3次,如发现有不正常声音或有故障时应立即停车,将故障排除,一切正常后方可工作。
6、工作时应由1人统一指挥,使操作人员与送料压制人员密切配合,确保配合人员均在安全位置方准发出折弯信号。

7、根据被折弯板料厚度,形状尺寸,调整滑块行程以及调整选择上下模和折弯压力。选择下模口的大小和验算工件的折弯力,一定要对照机床右侧面的折弯力表,工作折弯力不准大于公称力。
8、调整上下模间隙的时候,滑块必须停在上死点。间隙必须是从大到小来调,初调上下模间隙,一般可比板厚大1毫米左右,间隙一定要大于板厚,以免因无间隙而压坏模具。
9、两人以上折弯时,要一人踩闸,离开数控板料折弯机时要切断电。
10、不准在上、下模之间堆放杂物和工量具,不作单边及单点的负荷工作。